
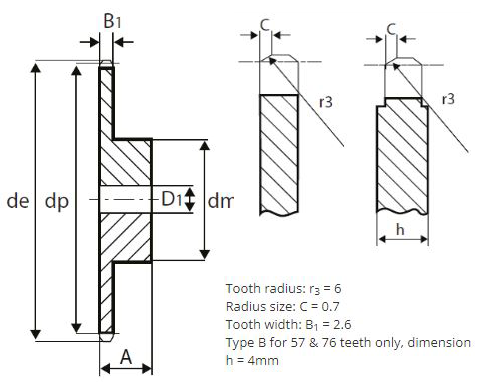
04B Steel Chain Sprocket 6mm - 12T
| Part No. | 4804-012 |
| Code | 04B-1-12 |
| No. teeth | 12 |
| Outside dia. de | 25.4 |
| Pitch dia. dp | 23.18 |
| Boss dia. | 16 |
| Bore D1* | 6 |
| Overall Width A | 10 |
Custom Machining Options
Please Read Prior to Placing any Order that Includes any Custom Machining
The majority of our gears, sprockets and pulleys are provided as 'pilot bore'. This means that the item has been provided with a factory formed bore (or starter bore) to factory tolerances (which typically may be slightly undersized) with no means of fixing to the shaft. These are frequently more than adequate for most applications where the customer further modifies the item including their own choice of shaft fixing method such as grub screw (socket set screw), pin, keyway etc.. We are frequently asked why they are provided liike this, well simply it is because there is already thousands of different types and sizes of gear, sprocket and pulley and to also stock these with different bore sizes and methods of shaft fixing is simply not commercially practicable for any company.
IMPORTANT - we have limited the available bore and tapped hole sizes to those that meet some basic design rules. However, we recommend that you check the pulley / gear / sprocket dimensions before ordering or ask us for advice using the Q & A tab.
Machining Services Available from Technobots / Delivery Times
Increased bore size and / or shaft fixing can only be purchased at the time of ordering a gear, sprocket or pulley.
Currently, we carry out our custom machining services one day per week (typically Thursdays), more frequently if demand is high so any order placed which includes custom machining will be held until the machining has been completed. Many of our less popular sizes of gear, sprocket or pulley are on what we call a 'Special Order Item' which means it is not carried in stock. This additional time period should be allowed for when placing an order. These times are generally worse case as we often get 2 transmission component deliveries per week so delivery of 7-Day parts with custom machining could be no longer than 7 days.
Increased Bore Size
This option is where the factory standard bore size is increased to a larger Technobots preferred standard Metric size.
Please check the starting bore size dimension before ordering, we cannot machine a bore size smaller than what it starts off at, only increase it!
Increased standard bore sizes are 3, 3.175 (1/8"), 4, 5, 6, 6.35 (1/4"), 8 , 9.525 (3/8"), 10, 12, 12.7 (1/2"), 15, 16, 17, 20 & 25mm. These sizes are machine reamed to a precision of H7 which means that the bore diameter will be the nominal bore size + a tolerance, never undersized. By way of example, a 6mm bore will be between 6.005 and 6.01mm. We can machine out the bore to a non-standard bore size which are generally to a lower precision for small bores due to the use of numbers drills rather than reamers, contact us for quotation. If you select the same bore size as the product is normally supplied as, then we will still ream the hole to ensure it is a precision fit.
When considering the bore size required, you should take into account the starting bore size, the boss diameter and the method of fixing to the shaft. Naturally the bore size cannot be larger than the boss diameter but there should be sufficient wall thickess after increasing the bore size to allow for the fixing method. The most common method of shaft fixing used by our customers is the use of grub screws (also referred to as set screws in the US), we recommend that the finished wall thickness be at least the diameter of the grub screw.
Example, Boss diameter 20mm, fixing method M4 grub screws, maximum bore size 20 - (2 x 4) = 12mm. Customers may wish to have a larger bore than this but is at the customers discretion & risk.
Shaft Fixing
We currently only offer one method of shaft fixing which is by way of tapped hole(s) for grub screw(s). For high torque applications and improved security of fixing, two tapped holes are recommended but for simple applications such as fixing onto a 'D' shaft (like that found on many motors) a single grub screw fixing should be adequate. The use of a thread lock adhesive on the grub screw can prevent loss of the screw due to vibration. We also recommend that when using grub screws on a plain shaft, the shaft has a small counter sunk hole to locating with the point of the grub screw, this is to prevent excessive swaging of the shaft due to the grub screw being screwed in which can make dismantling of the assembly afterwards for maintenance difficult.
Tapped hole size - depends on the shaft diameter, we recommend M3 for shafts up to 6mm, M4 for 8, 10 & 12mm, M5 for shafts up to 20mm, M6 up to 25mm. A Grub screw for each tapped hole is provided, additional spare grub screws are available from the 'Fixings & Fasteners' department. The tapped holes are approximately 180 degrees apart except on large items where they will be approximately 90 degrees apart.
Returns
Please ensure that you have selected the right item and machining option(s) as returns are not covered under the Distance Selling Regulations. Please see our terms and conditions for more information.